New multi-track roller conveyors from Montech
| Company | Montech AG |
|---|---|
| Date | 18.03.2026 |
For parallel material flows and high throughputs in logistics and production
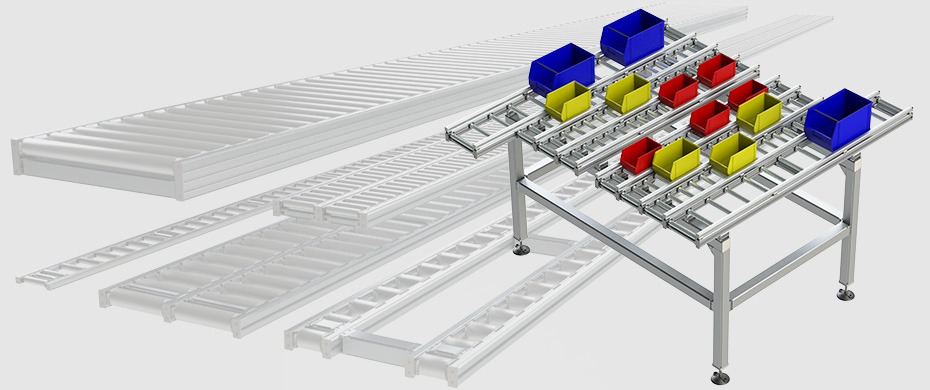
With the newly developed RB4020 and RB5025 multi-track roller conveyors, Montech AG is expanding its conveyor range with powerful solutions for applications with high throughput requirements and parallel material flows in compact system layouts. The systems allow simultaneous transport of multiple product streams and enable increased capacity later.
Multi-track roller conveyors consist of several parallel tracks on which products can be transported, distributed, or buffered, synchronously or independently. This allows material flows to be structured, transfer points to be reduced, and processes to be bundled. With the new RB4020 and RB5025 multi-track roller conveyors, Montech is providing a solution specifically designed for high throughputs, constantly changing formats, and compact system layouts. Especially in production and intralogistics environments with high volumes of parts, changing product sizes, and complex processes, these systems offer clear advantages in terms of throughput, clarity, and process stability.
Maximum flexibility for parallel flow rates
A key feature of the new multi-track roller conveyors is their great flexibility in the design of parallel transport lines. The number, width, and position of the individual tracks can be freely defined and precisely matched to the layout, cycle times, and conveyed goods. “Especially in applications with high throughput and varied product formats, the multi-track versions enable several material streams to be combined into clearly structured, scalable conveying concepts and make optimal use of the available installation space,” says Murat Simsir, CSO at Montech. “This makes it possible to create compact system concepts that combine high performance with clear and expandable material flows. The robust design also ensures a smooth, even transport flow – even under high loads and with varying formats. And, despite the wide variety of models and the custom-tailored design, delivery times for multi-track roller conveyors are very short.
Modular system for maximum flexibility
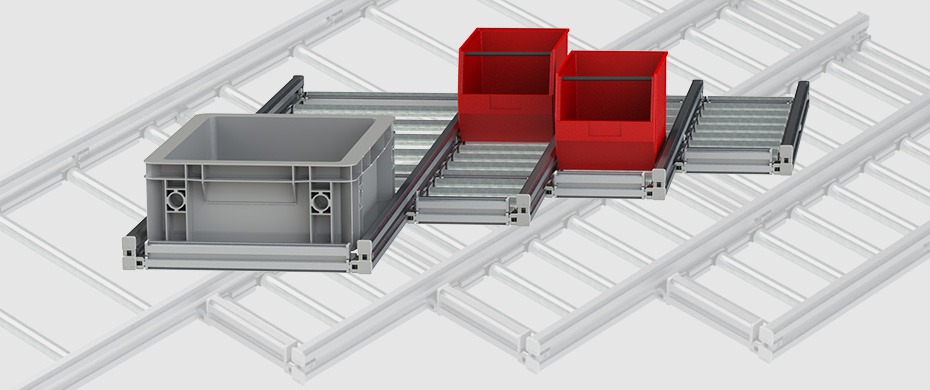
The multi-track roller conveyors are part of Montech’s new RB4020 and RB5025 roller conveyor series. This system is available in two sizes, with carrying roller diameters of 20 millimeters for light goods and 50 millimeters for heavy or large-format products. The conveyor width, roller spacing, and line length can be configured to the millimeter. “Within the series, single-track, double-track, multi-track, and tandem versions can be combined freely and assembled into integrated conveying solutions,” says Murat Simsir. In addition, various kinds of side guides are available, as is a substructure based on the precise MPS aluminum framing system. All components are fully compatible and support seamless system design without interface problems.
Versatile in production and intralogistics
The new roller conveyor series is suitable for numerous applications where parallel transport flows are required – for example, in assembly and packaging technology, the plastics and automotive industries, order picking and shipping areas, and distribution and e-commerce centers. Even in compact system layouts, roller conveyors enable efficient use of available space and support scalable material-flow concepts.
Coming soon: Digital planning with the online configurator
An online configurator will soon further simplify the planning of the new roller conveyors. “In the future, users will be able to configure their RB4020 and RB5025 multi-track roller conveyors and receive CAD data and pricing information in seconds,” explains Murat Simsir. Until the configurator is introduced – and, of course, after that as well – Montech’s specialists will be happy to assist you in designing and combining individual system solutions.
About Montech AG
Montech AG markets modular standard components for the automation of complex transport, assembly, and production processes. In addition to classic belt conveyors and automation components, the product range also includes aluminum framing systems. As a specialist in standardized, custom-tailored conveyor and transport systems, Montech offers an optimal combination of customer-specific solutions with a high degree of standardization. The company, headquartered in Switzerland, was founded in 1963 and stands for innovation in the automation industry.
Contact for media inquiries
Stefania Biffi
stefania.biffi@montech.com
+41 32 681 55 32
Montech AG | Gewerbestrasse 12 | 4552 Derendingen | Switzerland