Ammeraal Beltech
Pioneering Sustainable and Efficient Belting Solutions for Airports
As global airports continue to experience significant growth in passenger and baggage volumes, effective baggage management has become imperative for ensuring seamless operations and enhancing passenger satisfaction.
At Ammeraal Beltech, we specialise in providing innovative and sustainable belting solutions that optimise every stage of airport operations, from check-in to baggage reclaim. Our high-performance conveyor belts are engineered for reliability, efficiency, and smooth handling, assisting airports in managing increasing demands with confidence and precision.
Find out more in Ammeraal Beltech’s Airport industry brochure.
We make your sustainability move
Sustainability is a core principle guiding our operations. In 2024, our dedication to corporate social responsibility was recognised with the prestigious EcoVadis Gold Medal, a distinction that places us among the top-rated companies in our sector.
We are dedicated to preserving our planet, and to shaping the future of belting with a sustainable mindset. We utilise innovative recycling technologies to transform recycled PET bottles into premium materials for our belts. A notable example is AMMdurance rPET, a product specifically developed for the airport industry that turns waste into opportunity.
Optimised belting solutions for the airport industry
With decades of expertise in airport conveyor belting, we develop solutions that meet the industry’s toughest demands.
Company Profile
-
Our belts are designed for:
-
Check-in and weighing:
It all begins here where baggage is weighed, tagged and then transported.
Our belts, such as Flexam PVC belts, are strong with proven reliability and feature profiles designed for the transport of roller-equipped suitcases.
Benefits:
✔ Impact and abrasion-resistant top cover, anti-static properties
✔ Optimised profile to easily convey different types of luggage
✔ Low-noise fabric for a quieter, more comfortable environment
✔ Flame-retardant in line with ISO 340
✔ Minimises risk of trapped fingers and improves overall passenger experience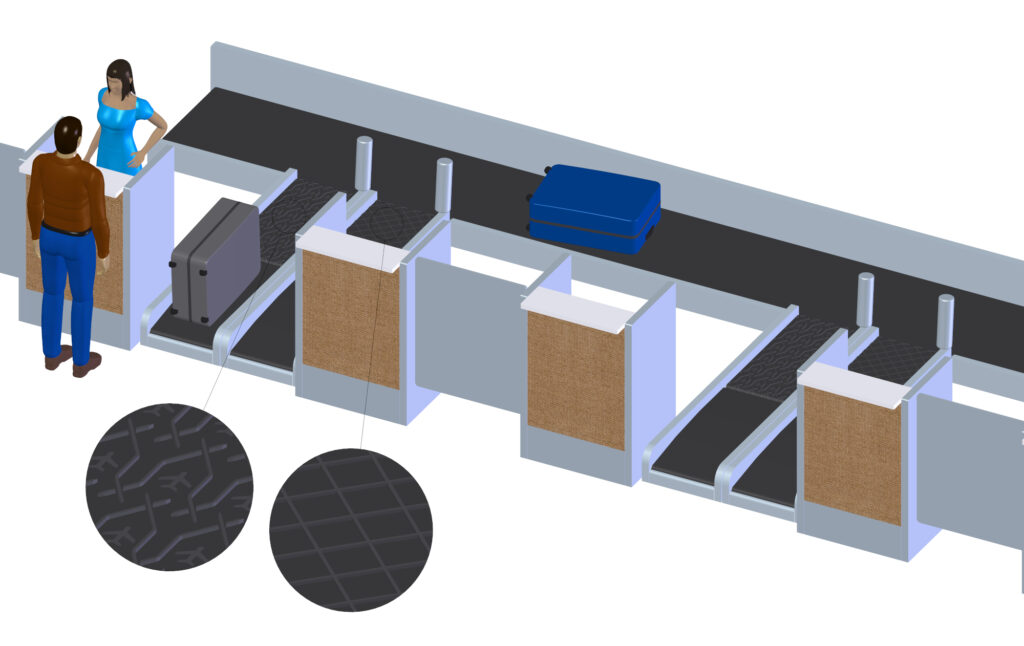
-
Screening and X-ray scanning
Security screening is one of the most critical steps in airport and aviation safety. Pre-departure security checks, baggage screening, and explosive detection systems demand high-quality, durable, and efficient conveyor solutions to ensure smooth operations.
Ammeraal Beltech’s widely used Ropanyl belts are the perfect never-fail solution for baggage screening applications.
Benefits:
✔ Designed to withstand continuous screening operations
✔ Smooth and flexible transport of baggage through security checkpoints
✔ Low-noise technology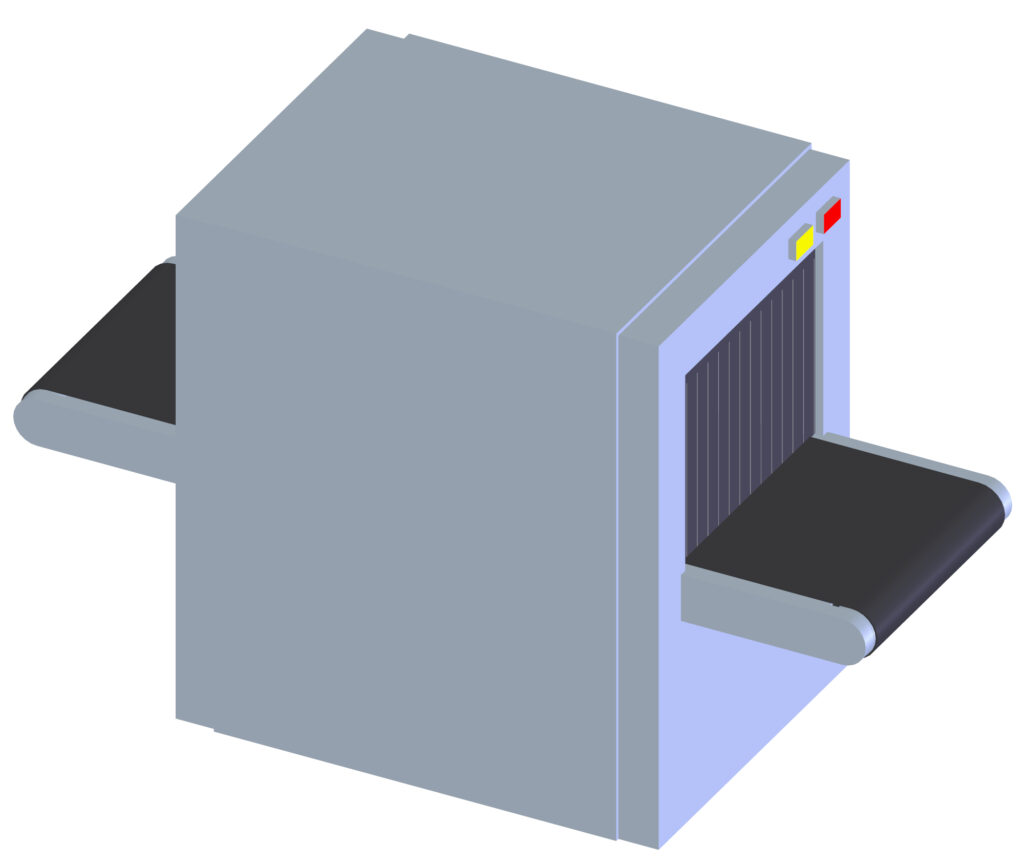
-
Sorting – Cross-belt sorters
Baggage sorting is a high-speed, high-precision process, relying on advanced cross-belt and tilt-tray sorters to minimise transfer times.
Ammeraal Beltech offers extremely reliable flame-retardant belts with extra–long wearing top covers for durable and continuous operation.
Benefits:
✔ High-speed performance
✔ Excellent grip properties preventing slippage and minimising errors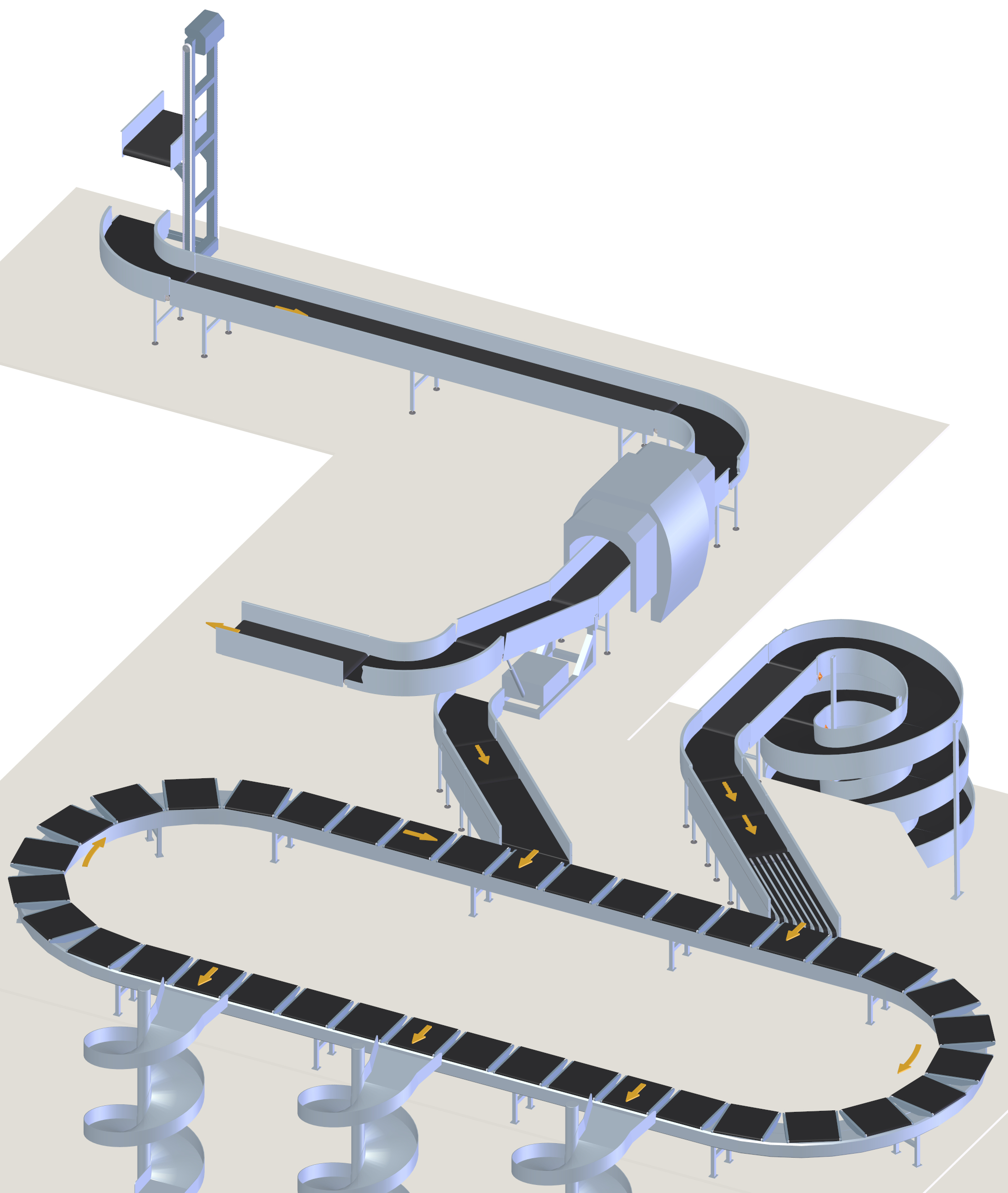
-
Sorting – tray systems
Airport systems demand high-tech intelligent design, and our belts deliver. Ammeraal Beltech offers special belt coatings to ensure the firmest grip and the smoothest possible transport and transfers.
Benefits:
✔ Strong belt construction and coatings
✔ Optimised grip profiles ensuring precise baggage positioning and smooth transfers
✔ No belt elongation – consistent performance without stretching
✔ Minimal maintenance – no re-tensioning required for most applications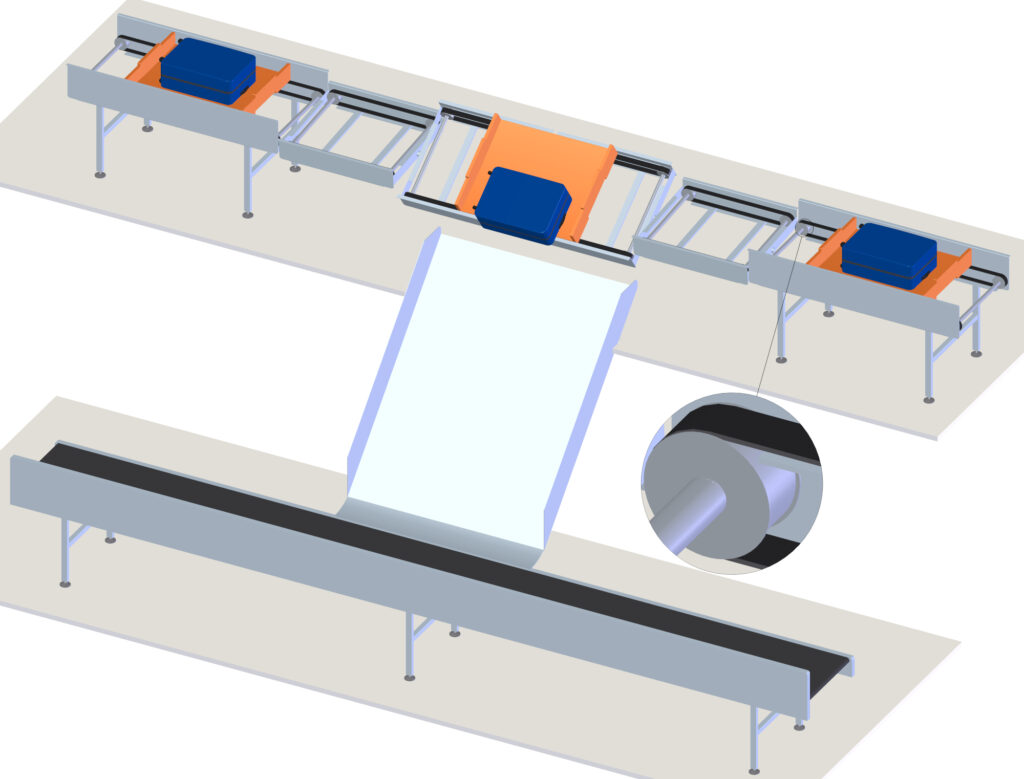
-
Sorting - pushers and dividers
Airport baggage handling systems rely on pullers, pushers, and merging facilities to keep luggage moving efficiently.
These demanding processes require belts with exceptional grip, durability, and resistance to ensure seamless transport and maximum uptime like Ammeraal Beltech’s high-impact resistant Flexam Belts, designed to withstand heavy shock loads.
Benefits:
✔ Superior grip and resistance ensuring firm luggage transport in high-speed operations
✔ Flame retardant (ISO 340)
✔ No belt elongation – maintains performance without stretching
✔ Minimal maintenance – no re-tensioning needed for most applications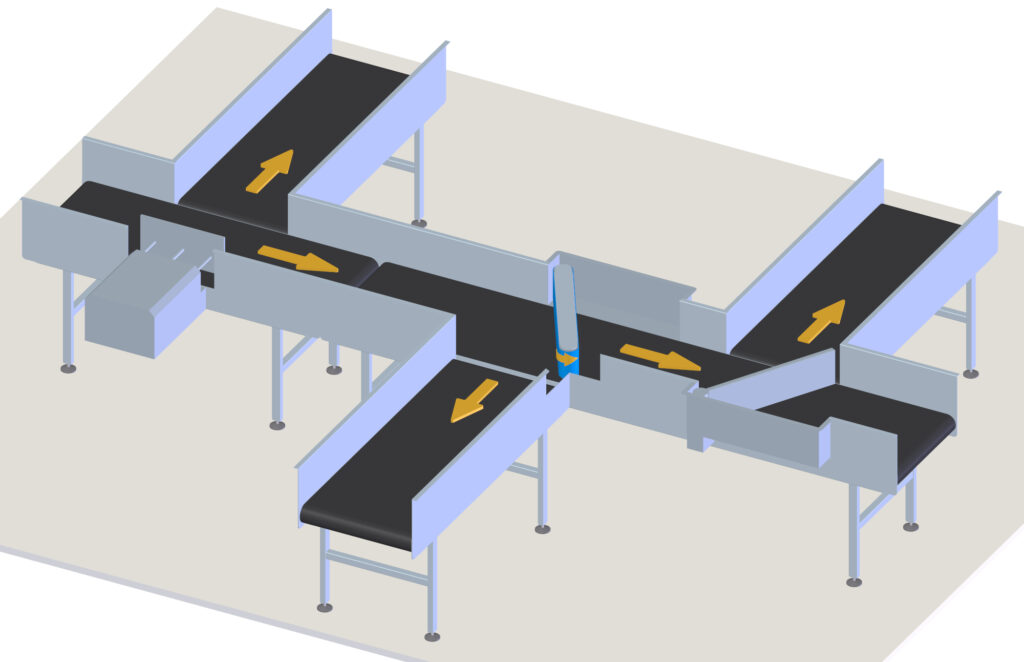
-
Transportation – curve and take-away
Curved conveyor belts play a crucial role in airport baggage handling, ensuring smooth transport around bends while withstanding heavy loads and high-impact conditions.
Ammeraal Beltech’s extra-strong curve belts are designed for durability, precision, and efficiency in demanding airport environments.
Benefits:
✔ Handles loads up to 250 kg
✔ Low noise, high strength
✔ Friction and impact resistance – prevents wear and ensures long-lasting durability
✔ Optimised for high speeds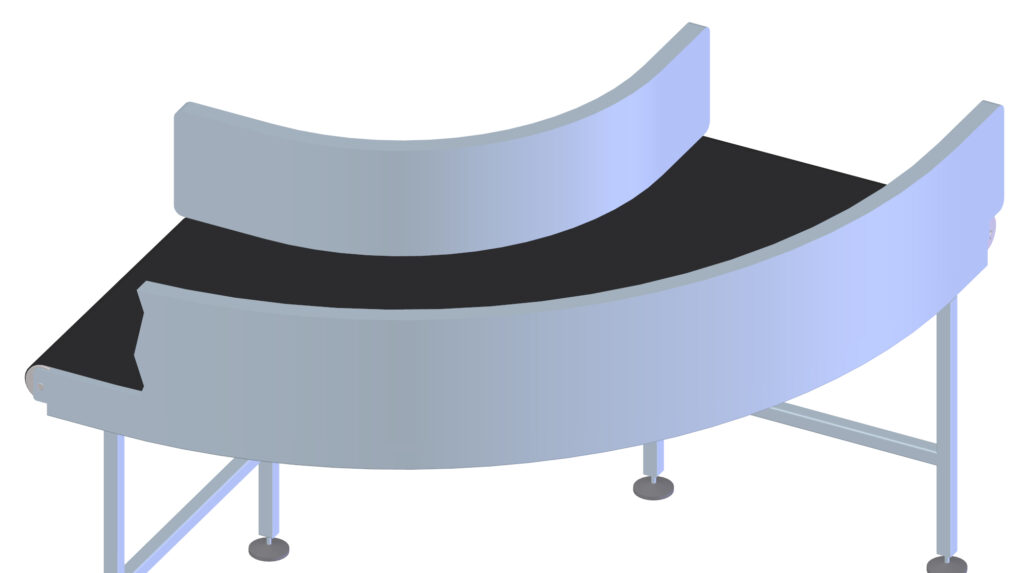
-
Transportation – merge, take-away, and vertical sorting
Belt junctions require narrow tolerances and small drum diameters. Our 45° angled merge belts fit the job and are high-temperature resistant. Our belts offer very low friction bottom covers, very high lateral stability and outstanding abrasion resistance.
Benefits:
✔ High-speed performance – handles up to 60 bags per minute
✔ Low coefficient of friction bottom cover
✔ High-temperature resistant and flame-retardant
✔ Anti-static properties
✔ Longitudinal and lateral flexibility for perfect belt tracking and stability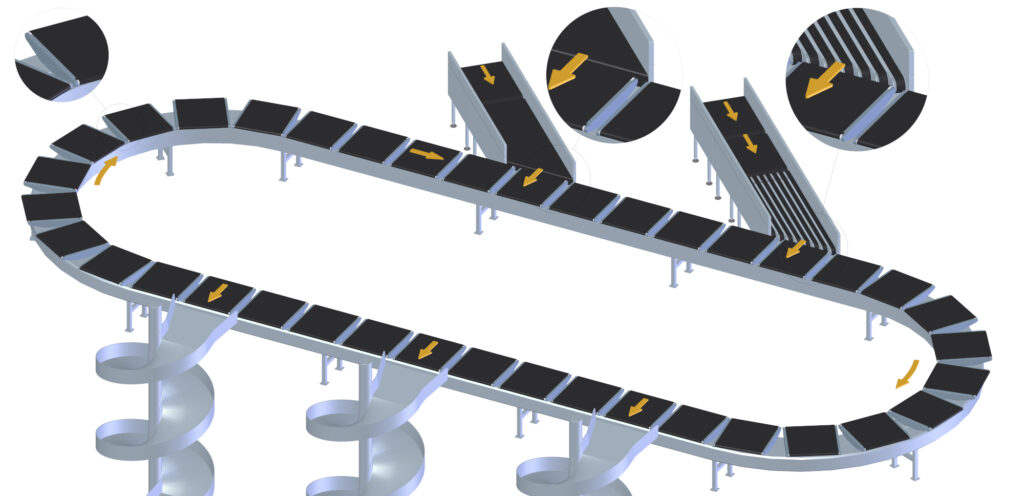
-
Loading/unloading – belly loading
Baggage unloading is a critical step in airport operations, often performed under challenging outdoor conditions: extreme temperatures, rain, and humidity.
Ammeraal Beltech’s durable unloading belts are engineered to withstand heavy use, harsh environments, and continuous operation, meeting health and safety standards.
Benefits:
✔ Impact-resistant and high-grip belts for safe luggage handling on inclined conveyors
✔ Weather and temperature resistance
✔ Anti-static properties preventing static buildup
✔ Bi-directional conveying capability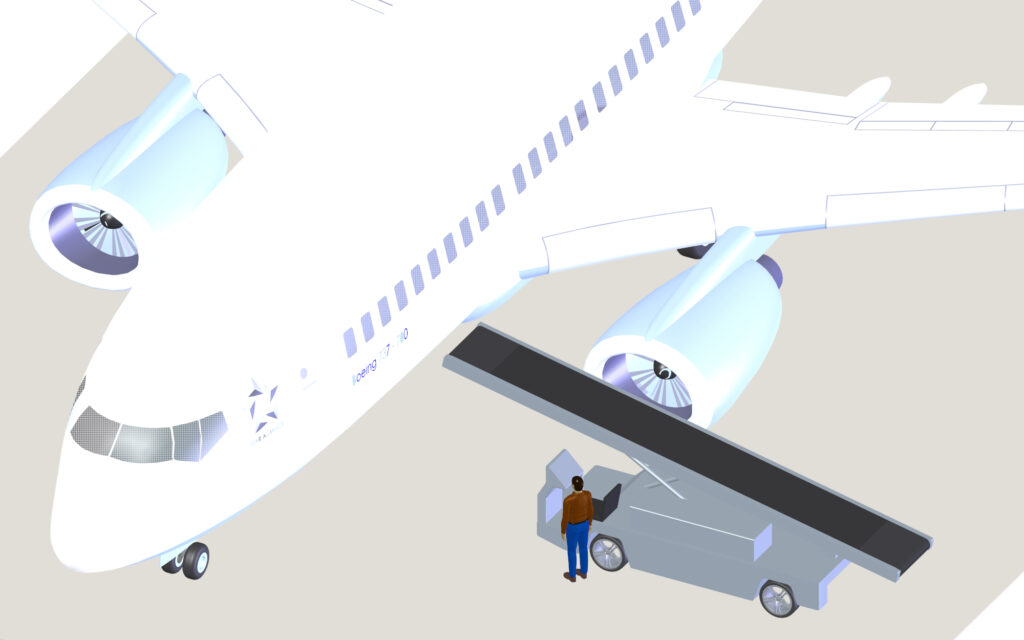
-
Arrival claim
At the final stage of the BHS journey, baggage is delivered to passengers. For transiting passengers, a system is in place to expedite onward baggage transfer.
Reliability and innovation combine to bring the baggage to its final destination safely and on time
Benefits:
✔ Reliability and high wear-resistance
✔ Low noise
✔ Fire-resistant
✔ Lateral stability
✔ Low maintenance and reduced downtime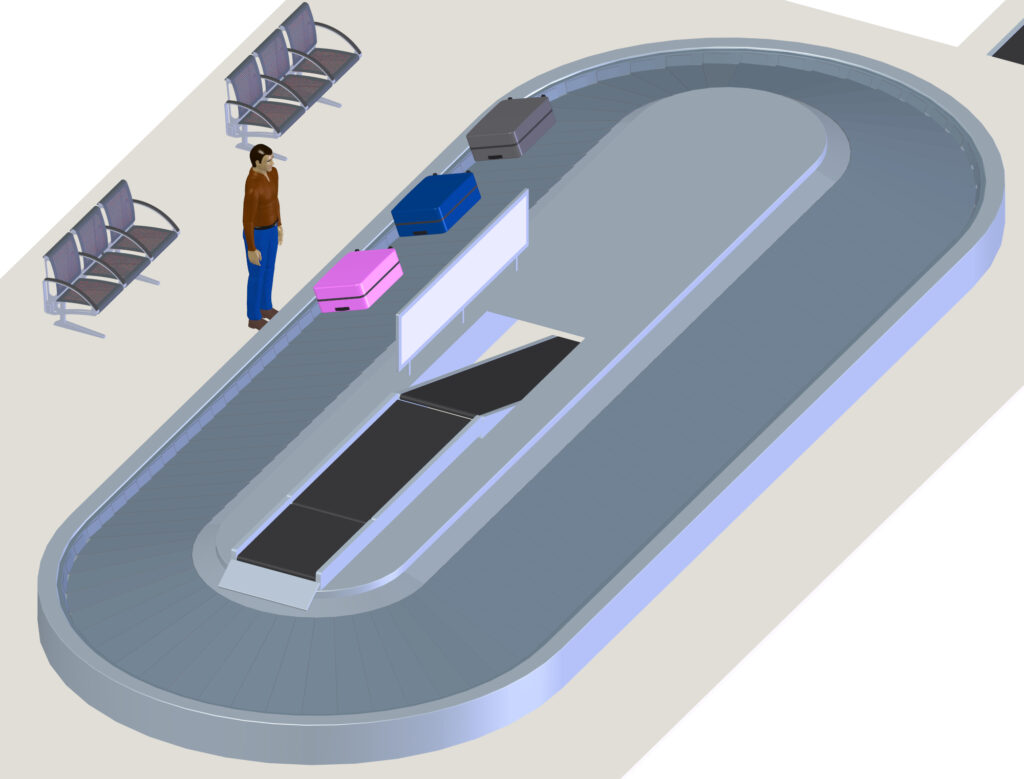
Products

Flexam Impact-Resistant Belts

AMMdurance rPET
ZipLink®

Synthetic Belts

Images
Company News

AMMdurance rPET: more efficient belting for high-demand airports
Ammeraal Beltech Brings Its Airport Belting Solutions to PTE World 2026 in London
Ammeraal Beltech Showcases Sustainable Airport Belts at Saudi Arabia’s RICEC this December